最新資訊文章
湖南鍍鋅風管的制作流程
來源:m.mobilezt.cn發布時間:2018年08月18日
湖南鍍鋅風管的制作流程
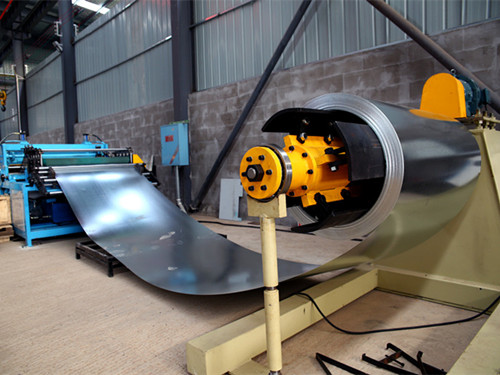
經檢驗合格后的鍍鋅鋼板,對不同規格的風管采用按規范要求的不同厚度的板材。在熟悉圖紙風管的尺寸和布局的基礎上,由熟練的技工師傅放線開料,保證風管制作安裝符合《通風與空調工程施工質量驗收規范》(GB50243-2002)的4.3.1、4.3.2、4.3.3的規定。
1.1.1風管法蘭將按照圖紙規定的系列規格統一制作,法蘭的螺栓孔采用沖床和模具進行定距離沖制,法蘭的成型焊接也采用專用模具進行定位焊接,以確保同一規格的風管法蘭具有互換性。
1.1.2法蘭的加工除邊長(或直徑)按規范要求外,還應嚴格做到:
a. 型材必須經發包人認可,不得有銹蝕、結皮或麻點。
b. 法蘭組焊對縫平整度錯口不大于0.5mm,鉚釘孔間距不大于100mm,(螺孔間距不大于120 mm),孔距準確,應具有互換性。
c. 焊渣、焊接飛濺物、浮銹應徹底清除干凈。
d. 涂擦附著力強的防銹底漆二層,螺孔及轉角不得有油漆淋滴現象。
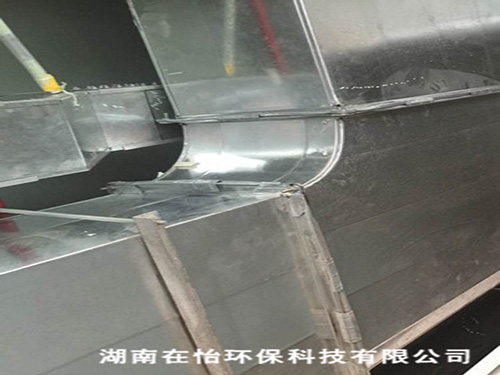
1.1.3鋼板開料后,由熟練鉚工進行壓加強筋、咬口、折彎等工序進行風管的制作,咬口處應嚴密。制作成形后,將法蘭固定于風管兩端,并在兩法蘭面平行時,將法蘭在風管上鉚固。風管和法蘭翻邊鉚接時,翻邊應平整、寬度應一致,且不應小于6mm,并不得有開裂和孔洞。風管與法蘭的共同制作關鍵點是材料開料的準確和制作場地的平整,制作好的風管不得有扭曲或傾斜。風管制作好后根據系統進行編號。
上一條:
湖南鍍鋅風管的漏風量測試
下一條:
你知道風管的知識么?湖南不銹鋼風管告訴你